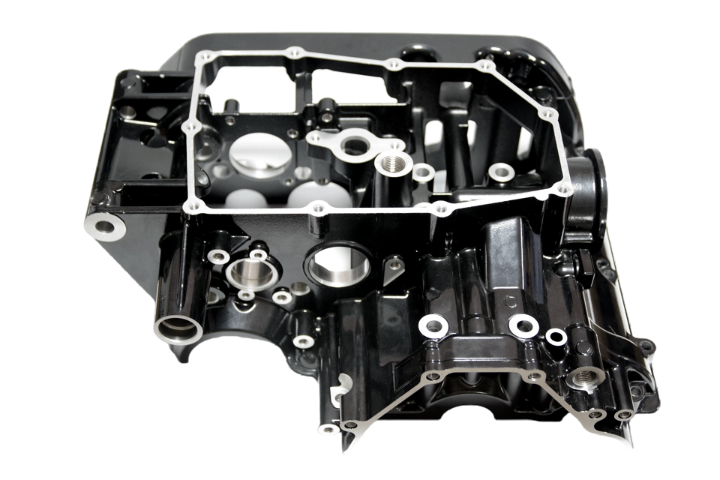
浙江天雅江涛动力广发(中国) 发动机箱体|发动机缸头|压铸|机加工
15058557666


2025-03-31 01:12:42
优良的致密度?:产品的致密度是衡量其质量的重要指标。天雅江涛通过智能压铸单元集成铝液温度闭环控制,将铝液温度波动控制在≤±1℃,同时进行实时压力监测。在压铸过程中,精确的温度控制确保了铝液在理想的流动性状态下填充模具,而实时压力监测则保证了在金属液凝固过程中,始终有足够的压力作用,使内部孔隙充分被压实。这种严格的过程控制使得压铸产品的致密度高达95%以上。以汽车结构件中的新能源壳体为例,高致密度意味着壳体具有更高的强度和更好的抗冲击性能。在车辆行驶过程中,新能源壳体需要承受来自路面颠簸、碰撞等各种外力作用,高致密度的压铸产品能够有效抵御这些外力,保护内部的电池、电控等主要部件,提高新能源汽车的**性和可靠性。?具备**高新技术广发·体育资质,是行业内的先进广发·体育。宁波电子散热器压铸技术

创新技术突破:真空辅助压铸(VacuumAssistedDieCasting)?:针对0.8-2mm超薄壁结构件开发真空度≥98%的辅助系统,通过消除紊流金属液流动,使良品率从92%提升至98.5%,应用于特斯拉ModelY电机支架等精密部件。?半固态压铸(Thixomolding)?:开发固液两相比例精确控制系统(固相含量40-60%),制备出抗拉强度≥350MPa的轻量化构件,成功应用于蔚来ES8电池包下箱体。热处理工艺创新:推出梯度时效技术(T6+T7复合处理),使合金强度提升至380MPa的同时保持延伸率≥6%,突破传统T6处理强度与韧性的矛盾。宁波电子散热器压铸技术服务领域扩展至航空航天、新能源汽车及电子散热器制造。

温度控制:1.铝液温度,铝液温度是压铸过程中较重要的参数之一。适宜的铝液温度能够保证金属液的流动性,减少气孔和缩松等缺陷。我们的智能压铸单元集成了铝液温度闭环控制系统,波动范围控制在±1℃以内,确保了铝液温度的稳定性。通常,铝合金压铸的铝液温度应控制在660℃至720℃之间,具体温度需要根据合金成分和零件复杂程度进行调整。2.模具温度,模具温度的控制同样重要,过高或过低的模具温度都会影响铸件的质量。模具温度过高会导致铝液冷却速度过慢,容易产生缩松和粘模现象;模具温度过低则会导致铝液冷却过快,产生冷隔和气孔。一般来说,模具的预热温度应控制在200℃至250℃之间,生产过程中模具温度应保持在180℃至250℃之间。
铝合金压铸工艺流程:1.铝液准备,在进行压铸之前,需要对铝合金进行熔化处理。天雅江涛采用先进的熔炼炉,将原材料加热至适当温度,使其完全熔化为液态。在这一过程中,我们严格控制温度,以避免氧化和杂质混入,从而保证后续成型质量。2.压铸过程,注入阶段:将熔融状态下的铝液通过浇注系统快速注入模具型腔中。在此过程中,高压力能够确保金属液迅速填充模具,并克服流动阻力。保压阶段:在注入完成后,保持一定压力以确保金属液在型腔内充分凝固,防止产生收缩缺陷。冷却阶段:待金属液凝固后,通过冷却通道迅速降低模具温度,加快成型速度。在这一阶段,我们会监测温度变化,以确保产品质量稳定。天雅江涛将继续致力于提升自身竞争力,为客户创造更大的价值。

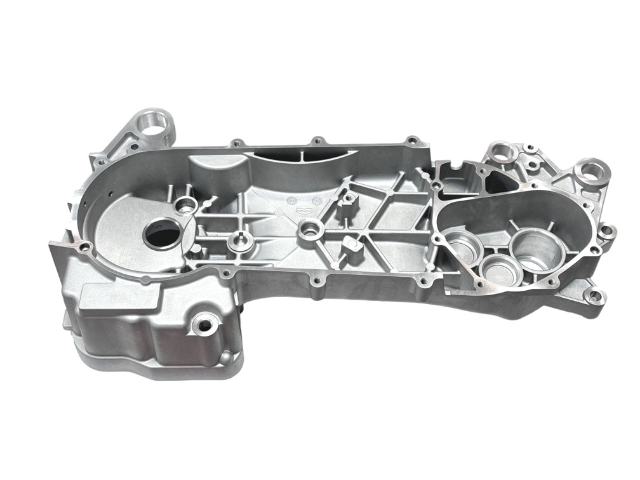
工艺创新与技术骄傲:1.智能压铸单元的应用,公司通过引入智能压铸单元,在铝液温度控制与实时压力监测方面实现了闭环控制。铝液温度波动控制在±1℃的范围内,这意味着我们在压铸过程中能够实现超稳定的温控,为产品的致密度指标打下良好的基础。在不断提高生产效率的同时,确保了产品的一致性和稳定性。2.真空辅助压铸技术,天雅江涛创新应用真空辅助压铸技术,极大提升了薄壁件的良品率。对于较薄可达0.8mm的薄壁件,良品率高达98.5%。这种技术能够有效消除铸造过程中的气孔、缩松等缺陷,确保产品有更好的力学性能及密度,符合行业对高精度铝合金零件的严格要求。压铸过程参数严格控制,确保无气孔、无缩松缺陷。茂名压铸精选厂家
压铸过程中实时监测压力,保证产品内部组织均匀稳定。宁波电子散热器压铸技术
天雅江涛的技术优势解析:智能化生产工艺:天雅江涛在智能压铸单元上实现了突破:铝液温度闭环控制:通过精确温控系统,将铝液温度波动控制在±1℃以内。这种高精度的温度控制能够明显改善铸造件的内部组织结构,提高制品质量稳定性。实时压力监测与优化:利用智能化监控系统对压铸全过程的压力变化进行实时监测和分析,确保成型过程更加可控,产品质量更加稳定。质量监测闭环体系:构建了从熔炼到交付的三维质量控制矩阵:过程追溯:每一炉铝液均通过X射线荧光仪检测Mg、Si等元素偏差(±0.02%),配合ERP系统实现批次可查;无损探伤:在线涡流检测设备与CT扫描仪对关键件进行**全检,缺陷识别精度达0.05mm;客户协同验证:为新能源汽车供应商定制振动台测试(±3g/800Hz)和海水腐蚀实验(ASTMB117标准),确保零件在15年生命周期内的环境适应性。宁波电子散热器压铸技术